
Сваи – это неотъемлемый элемент в укреплении грунта, как подготовка основы для фундамента. Сварной арматурный каркас – это фактически скелет сваи, который придает ей прочность. В производстве железобетонных свай важным этапом является сам процесс создание каркаса сваи и соблюдение технологий сварки и навивки проволоки на арматурный каркас. Поэтому тщательно подбирается сырье и оборудование, которое обеспечит надежность и безопасность объемных железобетонных конструкций.
Но далеко не все современные сваенавивочные машины обеспечивают должное качество и скорость сварки арматурного каркаса свай. Среди явных «минусов» таких установок можно отметить низкую скорость работы, использование ручного труда, отсутствие автоматизации загрузки сырья. Особую опасность представляет непродуманность конструктива некоторых машин, что влечет за собой высокий процент брака из-за скручивания («винта») каркаса, пережога проволоки, и вообще, ощутимые финансовые потери на заводах ЖБИ.
Решение «Росстройтех» — сваенавивочная машина серии WS — позволяет избежать типичных проблем при производстве арматурных каркасов свай квадратного сечения. Итак, если вам надоели кривые сваи, надоела медленная работа станка и требуется много подсобных рабочих, а главное – вы все еще заряжаете арматуру вручную, то сваенавивочная машина серии WS избавит от всех проблем сразу!
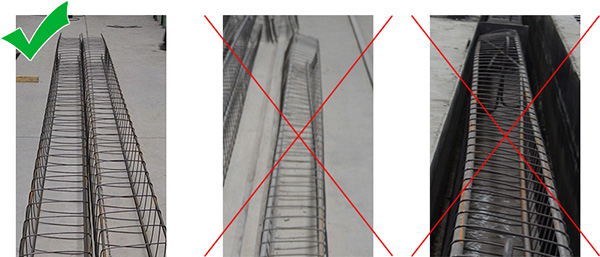
Система контроля «скручивания» каркаса сваи
Решает основную проблему «скручивания» каркаса у сваенавивочных машин других производителей.
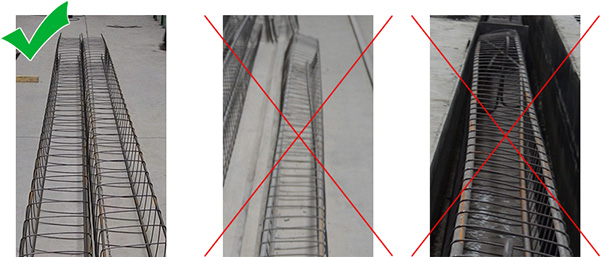
Скручивание (винт) каркаса – угол поворота начального сечения сваи от конечного. При этом возникает проблема правильного размещения «скрученного» каркаса в металлоформах, избыточный расход бетонного раствора при формовке ЖБИ изделия. При выпрямлении «скрученного» каркаса сваи вся конструкция теряет прочность и разрушается. Все «скрученные» каркасы, как правило, сразу бракуются, разбираются на арматуру, непригодная проволока выбрасывается, в итоге возникают финансовые потери.
Решение «Росстройтех» основано на применении электронного вала с датчиками слежения на каретке (с вращателем сваи) и сварочном узле. Это позволяет отслеживать полное перемещение от носика до торца сваи, следовательно, исключает образование углов «скручивания». Датчики синхронизированы друг с другом при помощи частотных преобразователей, и независимо от внешних воздействий (неравномерность протяга проволоки, узлы на проволоке, воздействие на каркас и т.п.) обеспечивают идеально ровную геометрию каркаса сваи за счет постоянной подстройки скорости вращения приводов. Благодаря этому процент образования брака из-за «скручивания» (винта) каркаса снижается до «нуля».
Система подвода электрического тока к электродам
Инновационность системы состоит в принципе подвода электрического тока к медным электродам в зону сварки. При этом существенно вырос КПД машины, сократилось время сварки конкретной точки, появилась плавная регулировка силы сварочного тока конкретной точки (что позволяет сваривать проволоку от 4 мм без пережога), уменьшился вес каркаса сваи, а, следовательно, снизилась стоимость каркаса в целом. В отличие от конкурентов, которые вынуждены использовать проволоку от 5 мм (при меньших диаметрах прожигается из-за отсутствия регулировки сварочного тока), тем самым это утяжеляет каркас сваи.
Сварочные электроды выполнены в виде сегментированных дисков из сплава меди с карбид-титаном. Верхний слой диска — основная рабочая изнашиваемая часть (сегмент на болтовом креплении), которая может быть легко заменена. Решение позволяет не менять весь диск целиком. При этом снижаются расходы на техническое обслуживание и сменные компоненты.
Процесс зарядки арматуры
Каркас сваи состоит из 4 стержней арматуры и навиваемой проволоки. Управление процессом зарядки арматуры происходит с пульта: оператор нажимает кнопку, барабан поворачивается на 1/4 оборота, и арматура автоматически подается в удерживающее устройство. Стержни арматуры подаются один за другим в устройство вращения каркаса и фиксируются пневматическими зажимами. Система применяется для сваи с «приваренным носиком», который затем приваривается отдельно.
Станок позволяет изготавливать каркасы свай со «скошенным носиком». При этом используется специальное приспособление для гибки уже заряженной арматуры. Гибка арматура может быть произведена заранее также. Арматурный каркас сваи со «скошенным носиком» фиксируется при помощи кронштейна.
Процесс наматывания проволоки
Проволока наматывается с постоянным и переменным шагом: начальный шаг меньше для усиления конструкции, затем шаг увеличивается до 200 мм для снижения металлоёмкости и веса каркаса, и финальный шаг на торце сваи также меньше.
Следящий привод подачи проволоки
Проволока подается четко в зону сварки. При помощи актуатора (электрического двигателя с приводом) проволока подается в середину электрода независимо от смена шага сварки, что обеспечивает высокое качество сварки.
Система регулировки сечения сваи
Формобразователь сваи обеспечивает плавную регулировку изменения сечения сваи. При помощи перемещения электродов по направляющим достигается требуемый диаметр сечения сваи. При этом процесс перехода с одного типа размера сваи на другой очень прост: ослабив несколько болтов крепления электрода он передвигается по направляющим. В результате для изменения сечения не требуются смена кондуктора. Также можно производить настройку для трапецеидальных свай.
Резюмируя, можно подвести итог: сваенавивочная машина серии WS обеспечивает удобство настройки, автоматическую зарядку арматуры и выгрузку готовой сваи, сокращает в 2 раза время сварки 16 метрового каркаса (до 100 каркасов в смену), значительно снижает стоимость готового продукции из-за экономии сырья в процессе производства, а главное, позволяет масштабировать бизнес, существенно увеличивая объем производства и ассортимент продукции.
Качественный каркас сваи обеспечивает надежный фундамент для вашего бизнеса. Пора принимать правильные решения.
ТОП ЧИТАЕМЫХ
Новости
Зальцгиттер сократит размеры и продолжит эксплуатацию сталелитейного завода HKM
Новости
Праздничное затишье сохраняет спокойствие на европейском рынке стали HRC
Новости
Точка зрения: Производство листового проката в Мексике может восстановиться в 2026 году
Новости
TSR поставляет TSR40 для bluemint компании thyssenkrupp
Новости
"Северсталь" приступила к пусконаладке обжиговых машин строящегося комплекса железорудных окатышей
Новости
Бразилия отмечает демпинг HRC и удерживает пошлины
Новости
Европейский рынок HRC затих на фоне новогодних праздников